江苏自动化称重配料系统
称量动作的可靠性反映的是整个配料系统中结构配制的合理性,制造安装的正确性,称量动作的协调性等几方面的综合效应。配料系统是由一整套机械电气装置组合而成的。给料器的结构形式及工作方式,秤斗的结构形式与容量大小,料底门控制机构的结构形式,给料、称量及卸料环节中的自锁机构与互锁机构等是设计过程中必须考虑的。各种机构的制造装配质量,秤斗、称重传感器的正确安装是配料系统能够运行的关键。给料器实现快、慢二次给料,给料速度可以调整,称量时间得以保证,配料称量过程控制有序等是提高配料称量精度的重要手段。江苏惟德带您了解自动称重配料系统的安装方法!江苏自动化称重配料系统
称重配料中,在对于一些难以直接称量的物流时,可采用这种散料积算称量的方法,其方法是在物料环节中加入一个中间静态计算设备。称重斗接收上面的物料,每当其接收到一定量时,既关闭上放料口,将此时的稳态重量值累计入总重量值中去,再打开其放料口,排出所有斗内物料,再进入下一个循环。称量斗B每次称量都处于静态中,所以其总积算精度相当高。特点:结构简单、高精度、高可靠性。间隙散料积算控制方式有两种:第一种是对数量的多次称量进行累计积算,得出总重量;第二种是给定部目标重量,控制对散量进行累计积算输出。使用称重模块,称重仪表,及一个简易的PLC即可构成间隙散料积算控制系统。湖北粉料自动称重配料系统自动称重配料系统的价格及服务,江苏惟德为您解答!

称量间是来自仓库的物料进入处理区的切入点和过渡点。谨慎的设计、布局和操作是必不可少的。每一个药品生产厂都有一个特定的区域,在那里原材料被称重并转移到干净的容器中。这个区域有不同的名称,包括配料间、称量间、中心称量室、药剂室、药房、配药室、分装间。不管它叫什么,它的设计是必不可少的。本文概述了这些领域的设计、布局和操作的一些比较好做法。任何医药称量间的设计都应该遵循下面三个基本原则:◆物料和人员的单向流动;◆区分危险和非危险物料;◆储存和生产物品以及空间的分离。在过去,为了方便,称量间一般都位于物料储存的仓库附近。现在,称量间被认为是来自仓库的物料进入处理区的切入点和过渡点。因此,具体标准将决定比较好位置。
自动称重配料系统操作简单,本系统具有手动,半自动,全自动三种生产模式。1:PLC处理数据能力强,采样速率快速稳定,配料工艺完全可满足工艺要求配料。2:自动配料系统工艺可根据用户来设定。3:可靠性好,自动配料的系统有两种控制方案(触摸屏和工控机方案)当其中的外种有故障时另外一台马上切入运行不影响生产,自动配料系统能够杜绝生产故障时出现生产失控现象。4:自动配料系统实时图形显示生产流程和文本显示生产过程,方便操作员操作。自动称重配料系统应用行业有哪些,欢迎来电咨询江苏惟德!
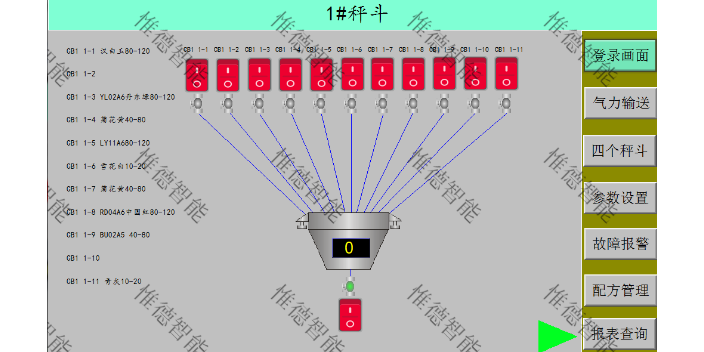
当自动配料系统)开始工作时,启动配料生产线。首先系统程序进行初始化,通过上位机或触摸屏设置配料配比,检查料斗有无物料。若无物料,向料斗送料,启动配料生产线,由电子皮带秤进行称重并实时计量,CPU计算得实时流量及累计流量。若设定流量与实际流量有偏差,调节器根据系统控制要求比较设定值与实际流量的偏差,经PID调节改变输出信号以控制变频器对输送电机的速度调节,从而实现恒流量控制。根据配比各辅料同时混合计量,并按配方工艺要求添加。系统主程序控制流程如图。自动称重配料系统哪家强,欢迎来找江苏惟德智能!云南液体称重配料秤
自动称重配料系统,江苏惟德品质保证,欢迎来电!江苏自动化称重配料系统
称重配料中,在对于一些难以直接称重的物流时,可采用这种散料积算称量的方法。其方法是在物料环节中加入一个中间静态计量设备。A斗不断地接收上面的物料,并向B斗提供物料;B斗为称量斗,每当其接收到一定量时,既关闭A斗的放料口,将此时的静态重量值累计入总重量中去,再打印其放料口,将所有B斗中所有物料放入C斗中去;C斗中始终存有物料,并自下排料口流出。在整个工作过程中,上进料口与下排料口的物流始终不断。称量斗B每次称量都处于静态中,所以其总积算精度相当高。特点:高精度、高可靠性、高速度、不影响流程。使用拉式传感器模块或称重模块、称重套件(含PLC)即可构成连续散料积算控制系统。江苏自动化称重配料系统
江苏惟德智能工程技术有限公司致力于机械及行业设备,以科技创新实现高质量管理的追求。江苏惟德智能拥有一支经验丰富、技术创新的专业研发团队,以高度的专注和执着为客户提供自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统。江苏惟德智能不断开拓创新,追求出色,以技术为先导,以产品为平台,以应用为重点,以服务为保证,不断为客户创造更高价值,提供更优服务。江苏惟德智能始终关注自身,在风云变化的时代,对自身的建设毫不懈怠,高度的专注与执着使江苏惟德智能在行业的从容而自信。
上一篇: 青海液体称重配料方案
下一篇: 安徽称重配料秤