无锡全自动称重配料
当自动配料系统)开始工作时,启动配料生产线。首先系统程序进行初始化,通过上位机或触摸屏设置配料配比,检查料斗有无物料。若无物料,向料斗送料,启动配料生产线,由电子皮带秤进行称重并实时计量,CPU计算得实时流量及累计流量。若设定流量与实际流量有偏差,调节器根据系统控制要求比较设定值与实际流量的偏差,经PID调节改变输出信号以控制变频器对输送电机的速度调节,从而实现恒流量控制。根据配比各辅料同时混合计量,并按配方工艺要求添加。系统主程序控制流程如图。欢迎来电咨询江苏惟德,了解自动称重配料系统的售后服务!无锡全自动称重配料
自动称重配料系统文本文件显示生产报表,配方报表等(有多项打印内容由用户自行选用)强大的报警提示功能,可以将废品率降到低程度。1:自动配料系统均匀性,各骨料放料时采用变频器控制放料速度使的各骨料在相等的时间内放完,保证了配料的均匀性。2:自动配料系统线上自动监控软件:人与生产线之间的关系由被动转为主动,一旦生产出现异常情况,计算机系统立即主动发警报给相关人员,主动做提醒功能,通过实时的在线监视器,随时监控生产的重要信息。宜春水泥称重配料生产厂家自动称重配料系统有哪些组成,欢迎来电咨询江苏惟德!

配料系统的软件组成:常规的配料系统软件部分是针对配料工段进行监控和自动化配料而设计开发的可视化电脑操作系统。具有操作简单方便、可靠性强、人机界面友好、功能完备等特点,可广泛应用于饲料、粮食、制药、冶金、化工等需要电脑自动配料的行业,智能化信息化水平高:上位机具有配方库管理功能;智能报表软件为生产管理提供大量数据信息,如配料结果列表、原材料消耗列表、生产量列表、配方使用结果记录等,可按时间、配方等生产班报、日报、月报和年报等统计及打印功能。
称重配料中的定量控制是指将离散的物料以给定的重量值批量地分装过程。按照称量方式的不同,一般分为毛重式定值加料和净重式定值加料两种方式。毛重式定量控制过程较为简单,将容器或包装物直接放在秤台上,通过控制放料口的开关,来达到定量控制过程。液体的定值藻装较多地采用这种形式。特点:结构简单、精度高。选用称重模块,与秤台组成秤体,或直接选用一个平台秤,再连接称重仪表及一些简单的控制按钮,既可组成毛重式定量控制设备。江苏惟德带您了解自动称重配料系统的价格!
称重配料中,在对于一些难以直接称重的物流时,可采用这种散料积算称量的方法。其方法是在物料环节中加入一个中间静态计量设备。A斗不断地接收上面的物料,并向B斗提供物料;B斗为称量斗,每当其接收到一定量时,既关闭A斗的放料口,将此时的静态重量值累计入总重量中去,再打印其放料口,将所有B斗中所有物料放入C斗中去;C斗中始终存有物料,并自下排料口流出。在整个工作过程中,上进料口与下排料口的物流始终不断。称量斗B每次称量都处于静态中,所以其总积算精度相当高。特点:高精度、高可靠性、高速度、不影响流程。使用拉式传感器模块或称重模块、称重套件(含PLC)即可构成连续散料积算控制系统。江苏惟德带您了解自动称重配料系统的安装方法!常州粉体称重配料供应商
欢迎来电咨询江苏惟德,了解自动称重配料系统!无锡全自动称重配料
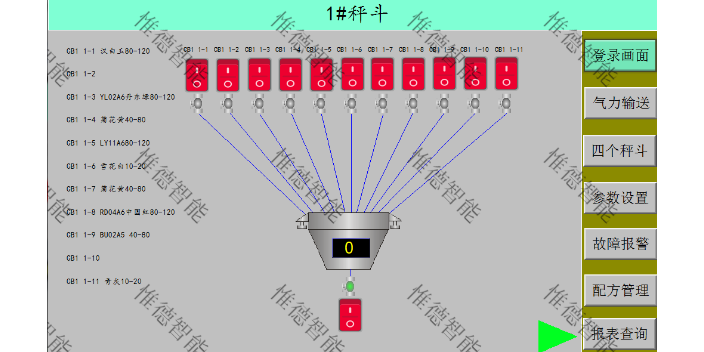
自动配料系统)中主、辅料秤由可编程控制器(PLC)和上位机实现两级控制。现以1#~4#四台电子皮带秤的PLC控制分析为例,每一电子皮带秤有一台皮带驱动电机,两个料位传感器,一个速度传感器,一个称重传感器,一台变频器,它们构成了被控对象。电动机的启、停由开关量控制,PLC数字量输出信号作为变频器的控制端输入信号,经变频器调制输出高频脉冲给皮带驱动电机。料位传感器检测料斗有无物料,速度传感器测量电机的转速。系统需8个数字量输入信号,25个开关量输入信号和24个开关量输出信号,I/O点总数量为57。I/O点数量和类型如表1所示。无锡全自动称重配料
江苏惟德智能工程技术有限公司成立于2015-11-12,同时启动了以江苏惟德,惟德智能为主的自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统产业布局。是具有一定实力的机械及行业设备企业之一,主要提供自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统等领域内的产品或服务。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成机械及行业设备综合一体化能力。江苏惟德智能始终保持在机械及行业设备领域优先的前提下,不断优化业务结构。在自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统等领域承揽了一大批高精尖项目,积极为更多机械及行业设备企业提供服务。
上一篇: 宜春碳酸钠气力输送生产厂家
下一篇: 嘉兴浓相气力输送型号