无锡遮阳板冷弯成型机销售
把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.无锡市富祥机械设备有限公司销售的冷弯成型机质量很好。无锡遮阳板冷弯成型机销售

冷弯成型机的种类繁多,根据不同的加工需求和材料特性,可以选择不同类型的机器,如卷板机、剪板机、折弯机等。冷弯成型机的操作和维护相对简单,但需要注意安全问题,如佩戴防护装备、遵守操作规程等,以避免意外事故的发生。冷弯成型机的发展趋势是向着智能化、自动化方向发展,通过引入先进的控制系统和传感器技术,实现更高效、更精确的加工操作。冷弯成型机的市场需求不断增长,尤其是在建筑、交通、机械制造等领域,随着经济的发展和技术的进步,冷弯成型机的应用前景非常广阔。镇江精密冷弯成型机报价想要买冷弯成型机?您要先了解冷弯成型机的特点。

冷弯成型机的安装步骤如下:1.确定安装位置:选择平整、稳定、通风、光线充足的场地,避免阳光直射和潮湿环境。2.安装基础:根据设备的尺寸和重量,选择适当的基础材料,如钢筋混凝土基础或钢板基础,确保设备稳固。3.安装机架:根据设备的结构和尺寸,安装机架和支撑架,确保设备的平稳和垂直。4.安装传动系统:根据设备的传动方式,安装传动系统,包括电机、减速器、链条、齿轮等。5.安装辊轮系统:根据设备的辊轮数量和尺寸,安装辊轮系统,包括上辊轮、下辊轮、导向辊轮等。6.安装控制系统:根据设备的控制方式,安装控制系统,包括PLC控制器、触摸屏、电气元件等。7.连接电源:根据设备的电源要求,连接电源线路,确保设备正常运行。8.调试设备:在安装完成后,进行设备的调试和测试,确保设备的正常运行和安全性能。9.安装防护设施:根据设备的安全要求,安装防护设施,包括安全门、警示灯、急停按钮等。10.做好设备维护:在设备安装完成后,做好设备的维护工作,定期检查设备的各项部件,确保设备的长期稳定运行。
本公司的冷弯成型机采用德国先进COPRA专业冷弯软件进行设计并制造。公司成立十多年来,本着精益求精、创新发展的进取精神,致力于冷弯型钢产品的设计、计算、成型工艺模拟及生产制造。我们为客户定制设计制作的各类冷弯型钢成套设备,具有运行稳定、操作方便、成品率高等特点。产品广泛应用于机械、建筑、煤矿、铁道车辆、公路、桥梁、集装箱、港口码头等行业。主要产品有:C/Z型钢设备,彩板门窗设备,彩板型材设备,门框型材设备;汽车厢板设备,集装箱设备,汽车型材设备;轻钢龙骨设备,太阳能支架设备,货架立柱型材设备,桥架母线槽设备,高速护栏板设备,各类轧机、轧辊等冷弯成型设备及产品。同时可承接各种异型冷弯成型设备的加工定制。无锡市富祥机械设备有限公司主营冷弯成型机。
冷弯成型机加工速度有哪些:冷弯成型机加工速度受多种因素影响,包括以下几个方面:1.材料的硬度和厚度:硬度和厚度越大,加工速度越慢。2.冷弯成型机的型号和规格:不同型号和规格的冷弯成型机加工速度不同。3.加工工艺:不同的加工工艺对加工速度有影响,例如,采用多次弯曲的工艺比一次弯曲的工艺加工速度慢。4.操作人员的技能水平:操作人员的技能水平对加工速度有影响,技能水平高的操作人员能够更快地完成加工任务。5.加工环境:加工环境对加工速度也有影响,例如,温度过低或过高会影响加工速度。综上所述,冷弯成型机加工速度受多种因素影响,需要根据具体情况进行评估和调整。无锡市富祥机械设备有限公司冷弯成型机的售后服务很好。连云港精密冷弯成型机报价
冷弯成型机的主要特点都有哪些呢?无锡遮阳板冷弯成型机销售
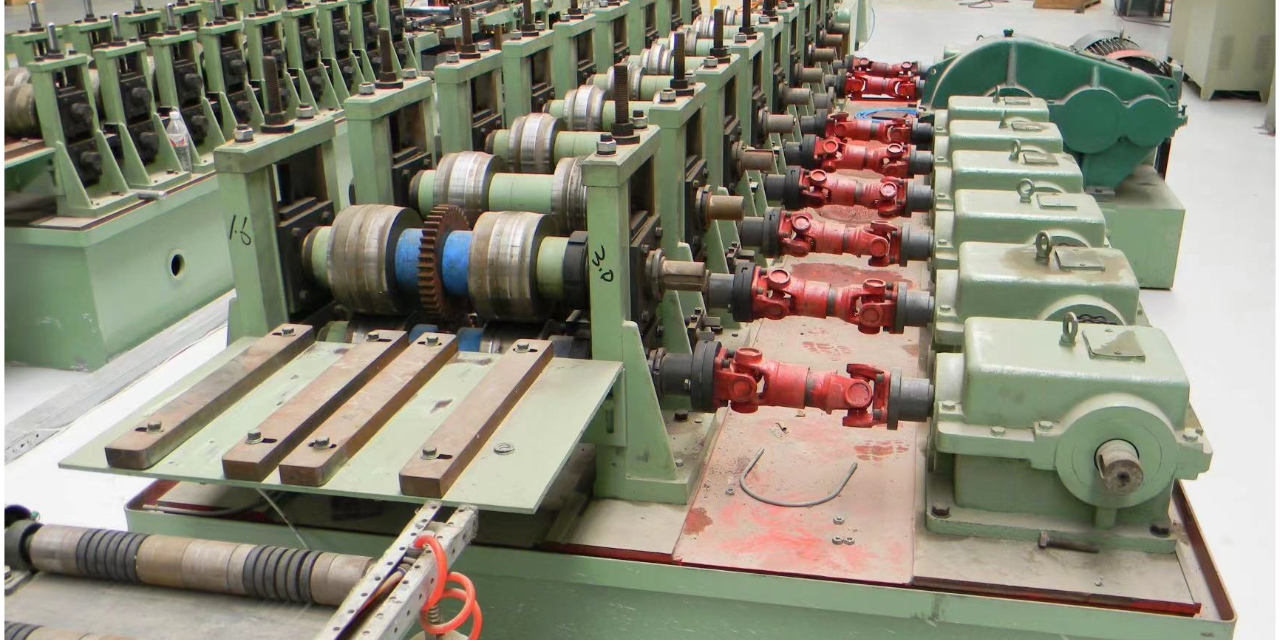
卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.无锡遮阳板冷弯成型机销售
上一篇: 泰州导轨冷弯成型机哪家好
下一篇: 镇江精密冷弯成型机价格