无锡对开式法兰厂家
国标法兰和美标法兰之间存在多个区别,具体包括:遵循的标准不同:国标法兰主要遵循的标准是GB/T9115-2010,而美标法兰以ANSI,执行标准ASME、ASME。压力单位不同:美标法兰的压力单位以磅级表示,如class150、class300等,而国标法兰的压力单位一般为兆帕(MPa),例如、。标准尺寸单位不同:美标法兰的标准尺寸单位是英制,而国标法兰的标准尺寸单位是公制。名称与单位的区别:美标法兰以英寸为单位,如1"、2"、3"等,而国标法兰以DN表示,如DN100、DN200、DN300等。外观差异:美标法兰的颈部高度通常高于国标法兰的颈部,同时美标法兰连接的尺寸和螺栓尺寸也与国标法兰不同。综上所述,国标法兰和美标法兰在标准、压力单位、尺寸单位、名称与单位、外观等方面都存在明显的差异。因此,在选择和使用法兰时需要根据具体的工程要求和管道系统来进行选择,以确保法兰的安全可靠运行。 对焊法兰在高温、高压环境下具有很好的性能。无锡对开式法兰厂家

平焊法兰之所以得到普遍应用,主要得益于其独特的优点。在焊接装配过程中,平焊法兰易于对中,这简化了安装过程,提高了工作效率。平焊法兰的价格相对较为亲民,使得它在各种工程项目中都能得到普遍应用。平焊法兰以其独特的制作工艺和优势,在管道系统中发挥着不可或缺的作用。对焊法兰,作为管件中的一种特殊类型,具备着独特的结构和性能,因此在多个领域中得到了普遍的应用。其明显的特点在于带颈设计以及圆管过渡部分,使其能够与管子进行对焊连接。这种连接方式不仅确保了法兰的稳固性,还赋予了其出色的密封性能。太原法兰批发对焊式法兰的连接方式可分为螺纹对焊和焊接对焊两种。

法兰焊接工艺:所需设备:手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平面尺一把。焊前准备:1.检查调试设备,确保设备正常运转;2.准备φ℃-350℃烘干一小时。焊接过程:1、组装把椎体和法兰按图纸要求组装在一起,再平均把法兰分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。注意事项:1、打底时一定使用J506焊条手工堆焊,并采用小电流焊接。严格按照焊接工艺焊接。2、在每焊接完一个位置后,都要用水平尺卡一下法兰平面的变形量。
带颈对接法兰与连接管之间的焊缝属于B类接缝,而带颈对接扁平管法兰与连接管之间的焊缝则归类为C类缝。这两种不同类型的焊缝在焊接完成后,所需进行的无损检查方式也有所不同。这些差异使得对焊法兰与平焊法兰在管道连接中各有其独特的应用场景和优势。平焊法兰,作为连接碳钢管的主要工具,普遍应用于各种领域。这种法兰通常用于处理常见的腐蚀性介质,如耐酸石棉板。在高压设备和管道中,它则采用铜、铝、10#钢和不锈钢等材质制造的透镜型及其他形状的金属垫片。这些高压垫圈与密封表面之间的接触宽度极窄,形成线接触,因此,密封表面与垫圈的加工表面光洁度要求非常高。对焊式法兰的材料通常是碳钢、不锈钢或合金钢,根据使用环境选择合适的材料。
对焊法兰的容器筒体公称直径和管子的公称直径所替代的具体尺寸是有所区别的。因此,即使公称直径相同的容器不锈钢法兰和不锈钢对焊法兰,它们的实际尺寸也会有所不同。这意味着这两种法兰不能互换使用,需要根据具体的应用场景进行选择。在制造过程中,对焊法兰通常会被分成若干弧段进行加工。原始的毛坯会被锻造成方坯,然后通过冷弯工艺将其塑造成弧段。在这个过程中,退火去应力热处理是必不可少的步骤,它可以消除材料内部的应力,提高产品的稳定性和耐用性。接下来,这些弧段会被拼接成完整的圆形,并在立车上进行精细加工,以达到设计的形状和尺寸。对焊式法兰的连接方式可根据管道系统的运维要求选择合适的焊接运维措施。绍兴法兰型号
对焊法兰的材料通常为碳钢、不锈钢等。无锡对开式法兰厂家
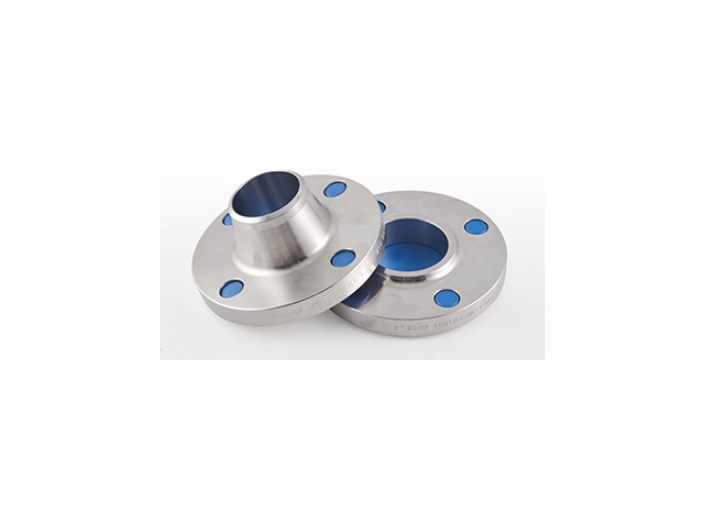
为了确保对焊法兰的性能与价值得到充分发挥,对其技术参数的控制至关重要。在生产与焊接过程中,我们必须严格遵循相关标准,确保对焊法兰的颈部外侧斜度不超过7度。这样的精确控制,不仅有助于保证法兰的制造质量,更能确保其在实际应用中的可靠性和稳定性。对焊法兰,作为一种特殊的法兰类型,其特点在于带有颈部和圆管过渡部分,与管子进行对焊连接。这种法兰主要用于法兰与管子之间的对口焊接,其结构经过精心设计,具有出色的强度和刚度。即使在高温高压、反复弯曲以及温度波动等恶劣环境下,对焊法兰也能展现出优异的性能,确保密封性可靠。无锡对开式法兰厂家