








陕西罐体称重配料系统
称重配料是如何操作的,料仓皮重清零1、对传感器的控制器显示的皮重进行清零操作;而山作拼龙电子重语公司2、切换到去皮后零点相对应的毫伏信号值,用标准表测量出仪表的输出4~20mA信号,作好数据记录;3、按设计要求对料仓的称重传感器的控制器进行仪表量程设置;三、称重系统砝码标定将标准砝码均匀的放在料仓四周的筋板上,或在料仓的四周挂上倒链(提前称量好的倒链),将砝码挂在其上;1、将0.5吨的砝码放在料仓的筋板上,在称重传感器仪表上读出显示的仪表的数值(t),用标准表测量出仪表的输入(mV)和输出模拟信号值(mA),并作好记录;2、再将1.5吨的砝码放在料仓上,并将称重传感器仪表显示数值和模拟数值作好记录;PVC生产过程中,自动化配料系统提高了工作效率。陕西罐体称重配料系统
在自动称重配料系统中算法设计也是必不可少的一部分。针对极为复杂的计算过程,计算机可以运行配套的数据处理软件,以进行数据采集、数据处理以及数据分析等重要工作。数据处理软件可以将全部数据整合起来,并使其与其他重要业务程序同步运行,以确保整个自动配料系统可以平稳运转,并且可以得到高效的配料效果。以上便是自动配料系统中实现自动称重的主要原理。从物理力学的角度来看,自动配料系统中使用的电子传感器可以将当前被称重物品的重量值转换为信号进行传输,然后经过计算机控制系统的协助,实现对所有原材料的自动清泊、配料、混合、送出等诸多功能。在整个设计过程中,不断优化算法,完善软件接口,对各个模块进行不断的调试、测试,我们方能开发出稳定、高效的自动配料系统。青海拌合楼称重配料设备PVC配料过程中,自动称重系统确保了每种成分的准确性。

称重配料工艺流程严谨精细。首先是原料准备,将不同原材料妥善储存、预处理,确保无杂质、状态稳定。接着进入称重环节,依据配方,操作人员或自动化系统操控秤具逐一称取原料,误差控制在极小范围内。称好的物料通过输送带、管道等输送至混合设备,按特定工艺充分搅拌均匀。过程中,全程监控至关重要,利用数据采集系统实时记录重量、时间等参数,一旦出现异常立即报警排查。精细执行工艺流程,才能产出合格、均质的产品。如今,自动化称重配料系统大放异彩。它以计算机为中心,集成软件、硬件,实现全流程自动化操控。优势明显,一方面大幅提升效率,不间断运行,快速完成复杂配料任务,远超人工速度;另一方面减少人为误差,系统严格按预设程序运行,数据精细可靠。在化工生产中,自动化系统可远程监控、调整配料,避免人员接触危险化学品。还能与企业 ERP 系统对接,实时共享生产数据,助力精细化管理,为企业降本增效、提升竞争力。
对于多种物料的增重批次配料,可以共用一台称重料斗,每种物料通过各自的喂料机构分时向称重料斗喂料,这种方式用一套称重系统即可满足多种原料的配料,节省成本。但因为需要分时喂料,必然会使得配料时间变长,但如果充分利用下游设备(混料机)工作和排料的时间进行配料,会节省不少时间。这也正是增重批次配料的一个明显优势,可以利用下游设备的工作时间配下一个批次的物料,当下游设备需要物料时,称重料斗出口阀门打开,配好的物料依靠重力短时间即可进入下游设备中,基本可实现无间断操作。PVC自动称重配料技术,助力企业实现可持续发展目标。
液体高精度称重配料系统,为保证计量的准确性和耐用性,采用耐酸碱、耐腐蚀的高扬程动力泵作为远程输送装置,助剂计量采用高精度称重模块,同时搭载严密的控制逻辑与程序,采用一键启动配方及点动补料的先快后慢输送设计。减少人为失误与计量误差,提高生产效率。系统采用总线式管路设计,即用一条管路实现对各种助剂的配送。所有管路均采用不锈钢材料制成,管道内部经过抛光工艺处理,采用高流速泵输送,管道布置合理,管道内部不易残留各种液体,冲洗容易。同时,分配装置和分流装置采用的合成分配器和三通阀。对于机台较多或助剂用量较大的用户,可考虑多加一路水管,利用高精度称重模块计量,实现对助剂和水的同步秤量,提高分配效率。PVC配料过程中,自动称重技术确保了原材料的准确性。云南化肥厂称重配料供应商
PVC配料的自动化,减少了生产过程中的人为干预。陕西罐体称重配料系统
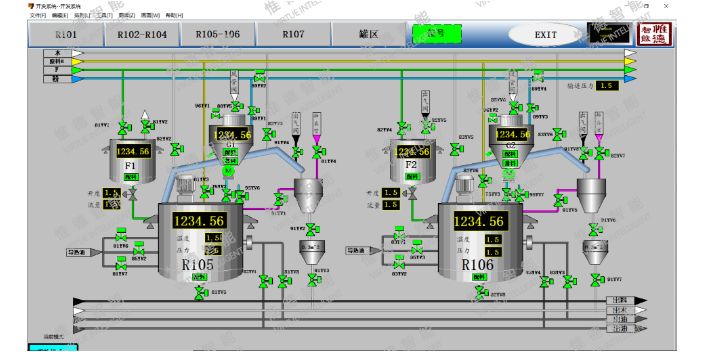
自动称重配料系统的主要功能监控功能:对皮带称配料过程的瞬时流量、日累计、月累计、年累计等参数进行检测和监视。画面显示:通过计算机显示器可显示配料过程中有关控制参数的运行状况,以及显示实时配料曲线和表格。打印管理:可随时打印配料报表,以便保存和查询。通讯功能:工控机与PLC和仪表之间进行可进行双向数据及信息交换。数据处理:配料系统可自动对采集的信号进行运算处理,并输出到相应的控制量。控制功能:根据操作前相应的设定值,自动控制设备的正常运行,包括PID调节。报警功能:上位机以画面方式和声光信号方式对各种参数超限或设备状态异常进行报警。陕西罐体称重配料系统
上一篇: 山西饲料称重配料厂家
下一篇: 南通全自动加料系统设备

