河北金相镶嵌粉制样耗材生产厂家
制样耗材,导电型热镶嵌树脂,将超细树脂微粉、填料以及高导电碳微粉充分混炼后制得。CONWARM镶嵌样具有电阻值低,导电性稳定的特点。在对镶嵌样进行后续扫描电镜(SEM)分析时,能免去导电胶带而直接对样品进行电子扫描成像。同时它也适用于浅层电解抛光的使用。电解抛光用树脂,树脂中含有高比表面的导电金属粉末,导电的同时也能溶于电解液。在电解抛光时,实现样品分析表面与镶嵌料表面同步抛光的效果。电解抛光用树脂,树脂中含有高比表面的导电金属粉末,导电的同时也能溶于电解液。可溶解型透明,适用于样品需回收并对部位尺寸、层深等有要求的样品。制样耗材金相切割片低软快刀,颗粒均匀,防止切割过程中崩皮或者出现切割粉碎,堵住循环水口道。河北金相镶嵌粉制样耗材生产厂家
制样耗材,材相试样的制备和测试需要一致的可重复结果。这不仅取决于您的实验室流程、操作人员和设备,而且取决于您的供应链和合作伙伴。作为 欧驰 的客户,可以在需要时随时随地享有我们独特的知识库、强大的全球供应链以及专业的服务和应用支持。我们将之称为 “保证确定性”,欧驰始终致力于通过深入的科学见解和开创性技术,让世界变得更美好。在这个快速变化的世界,我们是您值得信赖的合作伙伴。我们在全球范围内分享我们的专业知识和实践经验。这可为您提供创新的解决方案,帮助您充满信心地面对未来。我们继续带领材相产品和服务的发展,塑造未来的发展,建设更好的社会。上海热镶嵌树脂制样耗材厂家制样耗材树脂金刚石切割片,适用于切割硬度极高的金属及硬质合金材料等。

制样耗材,金相切割片按照与使用方法,使用切割片时,要缓慢进刀。如用力过猛,容易发生切割片被卡住而停转和撞碎切割片的现象。若出现切割片被卡住要立即将切割片提起,以免发生切割片烧坏或卡碎以及烧坏切割机。如切割机的切割部分不是处于安全保护罩中,则当砂轮片转动时,任何人不得处于切割机的两侧,以防切割片破碎飞出伤人。切割片使用速度不应超过50m/s。不得用切割片的端面进行打磨工作。被切割的工件,一定要夹紧。否则,极易造成切割片在工作中破碎。
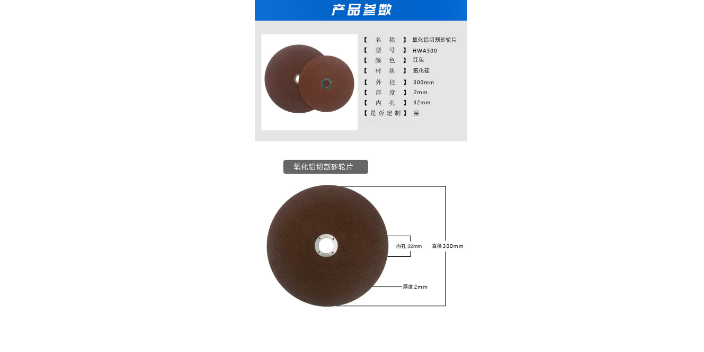
制样耗材,金相切割片,采用新科技开发的金相切割片系列产品,根据金相试样材质的不同,开发出与其相适应的用于金相取样的切割片。各种规格配套齐全,适用于国内、外各种型号、规格的金相试样切割机。可以替代国外业公司的同类产品。所有切割片均采用强度树脂和推荐的特制磨料,它们容许的线速度大,均超过50米/秒,不易脆裂;金相切割片切削锋利,切削热极小,样品热影响层浅,从而大限度地减少干扰、为金相制样的下一步提供了前提。制样耗材冷镶嵌一次性模,以PS材料注塑而成,此产品在PCB厂做金相切片分析时起承,载切片作用。

制样耗材,切割片在使用过程中常见的问题,.切割时震动严重在使用砂轮片时常发现有震手现象,甚至切台抖动而不能切割。原因有如下几点:砂轮片静平衡超标、砂轮片发生“软片”(组织断裂)、砂轮片平面度差、切台轴磨损等原因。切割后工件毛刺严重在有些切割场合特别是切割不锈钢薄壁管时,要求切割后工件尽量无毛刺以减少后道工序的工作量,就此要求我谈谈自己的看法。首先,在了解毛刺产生的原因之前我们要先简单了解一下切削原理:在切割过程中由于磨粒和工件剧烈磨擦而使切削区温度很高,这会造成工件产生应力和变形,甚至造成工件表面烧伤,而切削过程中所消耗的能量几乎全部转变为切削热。试验研究表明,切削热约有60~85%进入工件,10~30%进入砂轮片,0.5~30%进入切屑,另有少部分以传导、对流和辐射形式散出,切削区的平均温度约为600~1000℃,至于瞬时接触点的最高温度可达工件材料熔点温度。制样耗材冷镶嵌用模,硅胶软膜、硬模、切片模具。江苏金相冷镶嵌料制样耗材价格多少
制样耗材冷镶嵌用模,硅橡胶可反复使用。河北金相镶嵌粉制样耗材生产厂家
制样耗材环氧王操作步骤:建议样品的镶嵌在抽风厨里进行,操作时,带上橡胶手套;样品在镶嵌前清洗去脂并吹干;混和比:树脂:固化剂=2:1(重量比)步骤:用天平或针筒或量筒提起相应比例的液体注入塑料杯;用搅拌棒沿顺时针方向搅拌约一分钟左右,以形成混合均匀的可流动的糊状。始终沿顺时针搅拌可减少气泡的产生;小心地将混合物倾倒在放有样品的冷镶嵌模中;待镶嵌料完全凝固,将橡皮模外翻,即可把样品从模中取出;树脂组份溶于酒精,可用酒精进行清洗。河北金相镶嵌粉制样耗材生产厂家
无锡欧驰检测技术有限公司是我国切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统专业化较早的有限责任公司(自然)之一,公司成立于2019-04-12,旗下无锡欧驰,已经具有一定的业内水平。公司承担并建设完成仪器仪表多项重点项目,取得了明显的社会和经济效益。多年来,已经为我国仪器仪表行业生产、经济等的发展做出了重要贡献。
上一篇: 冷镶嵌用模制样耗材制造厂商
下一篇: 江苏金相转换盘磨抛耗材