江苏镶嵌粉制样耗材性价比高
制样耗材热镶嵌树脂常碰到问题:热压镶嵌后,圆柱形试样沿圆周方向断开,多次镶嵌都是如此。树脂长时间存放后吸湿受潮。确认树脂保质期,将树脂置于60℃左右烘箱内烘干,封闭干燥环境下储存。热压镶嵌后正常研磨抛光,腐蚀后在显微镜下观察,看到到样品边缘与树脂之间存在较大缝隙,且不断有水溢出,在样品边缘形成水渍或污渍。嵌后正常研磨抛光,后在显微镜下观察,看到到样品边缘与树脂之间存在较大缝隙,且不断有水溢出,在边缘形成水渍或污渍。树脂保边性不良;样品表面在镶嵌之前未清洗,影响了保边性。对于需要观察样品边缘的样品,选择保边型树脂;镶嵌之前超声清洗样品表面。制样耗材树脂金刚石切割片,烧结代替电镀,锋利耐用。江苏镶嵌粉制样耗材性价比高

制样耗材,冷镶嵌常碰到问题:使用丙烯酸透明热镶嵌树脂镶嵌,出模后发现试样中间出现云朵/棉絮状(切开观察为气孔)。明热镶嵌树脂镶嵌,出模后发现试样中间出现云朵/棉絮状(切开观察为气孔)。压力不足,芯部固化不完全。适当提高压力和加热温度,延长保温时间。环氧树脂冷镶嵌,发现长时间都不固化,或者固化后树脂非常软。氧树脂冷镶嵌,发现长时间都不固化,或者固化后树脂非常软。配比正确的情况下,环境温度过低,未达到树脂与固化剂快速反应的温度临界。浇注完成后保证试样在25℃室温以上,或将样品置于30℃恒温箱中固化。无锡白色树脂热镶嵌粉制样耗材性价比高制样耗材脱模剂,以喷雾罐式包装,带喷嘴,可均匀喷至模具表面,适合热镶嵌机和冷镶嵌模的脱模。

制样耗材,金相切割选型,普通切割机切割片的选择 普通切割机通常是指固定式切台、功率<3KW、转速为2900转/分钟。普通切割机通常切割直径小于50mm的工件。由于切割功率较小为了减少径向摩擦阻力,这时我们通常选择厚度为3.2mm的切割片。这样的切割片较薄并且具有一定的弹性,切割时感觉更加锋利些。我公司产品为了减少侧向摩擦阻力将面接触变为点接触,并且在配方系统中加入润滑剂,这样可以降低切割时产生的摩擦热,提高切割片的耐用度和锋利度。
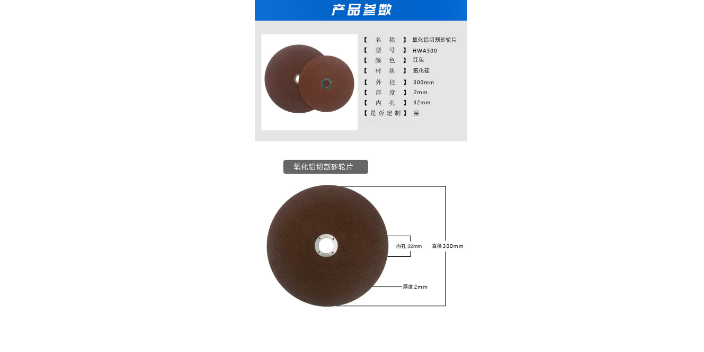
制样耗材金相切割片又可称为金相切割轮,隶属于砂轮,是用磨料和结合剂树脂等制成的用于普通钢材、不锈钢金属和非金属材质的薄片。主要用于金相制样过程中样品切割过程中。金相切割片脱胎于普通砂轮切割中的湿式砂轮切割片,在提升了切割精度和切割温度控制后形成了适合金相制样需求的金相切割片,也是以氧化铝树脂切割片,碳化硅树脂切割片和金刚石烧结切割片三个类型为主。切割片的使用场合是:从以硬切软到以软切硬,再到以硬切硬,如下:塑料,橡胶–有色金属,铸铁,不锈钢,工具钢-淬火钢,弹簧钢,轴承钢-合金钢,热处理后钢-烧结材料,陶瓷,硅片,石英,水泥。制样耗材冷镶嵌用模,快速模具,特定形状成型。
制样耗材,切割片在使用过程中常见的问题,当切割片组织不均匀时,随着切割过程的扭矩力、热应力、震颤等因素,应力会在组织薄弱的地方累积,导致破裂。当切割片硬度偏高时,切割片受到的径向扭矩力会增大,由于切割片的厚度通常小于4mm,所以会导致切割片破裂。当切割片树脂缺少韧性时,由于切割过程中砂轮片始终处于负压状态,不可避免地产生侧向应力,当切割片不能抵抗侧向受力时就会导致砂轮片破裂。综上所述,为了避免切割片发生破裂,对切割片质量要求有以下几点:要有足够的强度,正常切割片回转强度必须达到使用速度的1.5倍。要有很好的平面度,切割片的平面度要控制在0.3mm以内。选用合适的切割片,由于切割片的使用场合较复杂,一定要根据自身的需要选择切割片的硬度,过硬了会破裂,过软了会增加成本。制样耗材水晶王,高度透明 聚酯树脂类,固化温度时间25℃30分钟。上海热镶嵌粉制样耗材性价比高
制样耗材样品夹,不锈钢制,通过两个紧密接触的圆夹住薄样品,适用于镶嵌时,将薄样垂直立起观察剖面。江苏镶嵌粉制样耗材性价比高
制样耗材,切割冷却液两个种类,市场上售卖的也无外乎水基和油基这两个种类,所以比较有代表性。那么,选择的关键就在于这两种切割冷却液的溶剂不一致,水基切割冷却液适用于对水不敏感的材料,凡是遇水不会发生相变的材料均可选用水基切割冷却液。从金相切割机的角度看,是通用的,水基切割冷却液适用于任何金相切割机。而油基的切割冷却液要有些区别,首先,只有遇水会发生相变或质变的材料,在金相切割取样时,必须选用油基的切割冷液。江苏镶嵌粉制样耗材性价比高
无锡欧驰检测技术有限公司致力于仪器仪表,以科技创新实现高质量管理的追求。无锡欧驰作为仪器仪表的企业之一,为客户提供良好的切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统。无锡欧驰致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。无锡欧驰创始人章锦心,始终关注客户,创新科技,竭诚为客户提供良好的服务。
上一篇: 河北金相抛光真丝丝绒布磨抛耗材企业
下一篇: 无锡金相砂纸磨抛耗材品牌好